Wolframové elektrody a jejich použití a správný postup broušení
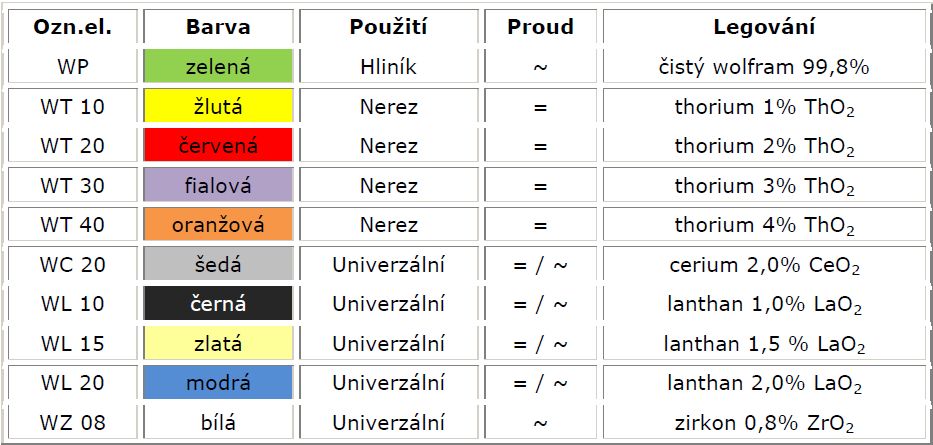
Netavící se elektrodu ( wolframová elektroda ) lze popsat jako jehlu s průměrem od 0,5 do 10 mm a v délce od 50 do 175 mm, kterou je nutné osadit TIG hořák nutný k použití invertorové svářečky pro TIG sváření. Vyrábí se spékáním buď čistého wolframu (99,9 %) nebo wolframu s legurami oxidů kovů thoria, lanthanu, ceru, zirkonu nebo yttria zhruba v množství od 1 do 4 %. Druhy elektrod se rozlišují barevným proužkem umístěným na konci elektrody, kterým se nesvařuje.
Do obchodu a vybrat svářecí wolframovou elektrodu

Sledovaným faktorem při svařování je opotřebení elektrod. Kromě nežádoucího ponoření elektrody svářečem do svarové lázně, při kterém může dojít k otupení hrotu elektrody, je hrot elektrody při zátěži elektrickým proudem namáhán vysokou teplotou, která zapříčiňuje pomalé odpařování s rychlostí zhruba 4 mm za hodinu.
Opotřebení wolframové elektrody se projevuje otupením hrotu elektrody, který je nutné pravidelně upravovat ( zabrušovat ). Hrot elektrody se zabrušuje na brusném diamantovém kotouči, který by se měl používat pouze pro tyto elektrody, aby se zamezilo jejich kontaminování nežádoucími prvky či sloučeninami. Další možností broušení wolframových elektrod je speciální bruska wolframových elektrod. Tvar hrotu wolframové elektrody závisí na použití druhu elektrického proudu, na polaritě zapojení u stejnosměrného proudu a na druhu ochranného plynu respektive směsi plynů.
Elektrody z čistého wolframu se používají s výhodou stabilního oblouku při svařování hliníku a hořčíku a jejich slitin střídavým proudem. Legované oxidy na jednu stranu snižují teplotu tavení elektrody, ale na druhou stranu zvyšují její životnost, dovolenou proudovou zátěž a zvyšují tak efektivitu svařování. Oxidy thoria prodlužují životnost elektrod a přispívají tak ke vhodnějšímu využívání.
Thorium zvyšuje emisi elektronů, stabilitu oblouku a zlepšuje jeho zapalování. Tyto elektrody jsou vhodné pro svařování tenkých hliníkových plechů střídavým proudem nebo pro svařování uhlíkových a korozivzdorných ocelí, titanových i niklových slitin stejnosměrným proudem při přímém zapojení. Legování oxidem lanthanitým zlepšuje stabilitu oblouku a jeho zapalování zvláště při střídavém proudu. Pro tyto vlastnosti lze lanthan použít jako náhradu za thorium v množství přibližně do 2 %. Lanthanové elektrody se používají jak pro svařování střídavým proudem tak i stejnosměrným s přímým zapojením. Velmi často jsou používány pro svařování korozivzdorných ocelí.
Elektrody legované oxidem zirkoničitým nelze v žádném případě použít pro svařování stejnosměrným proudem. Proto se používají jen pro střídavý proud, pro který jsou ideální díky stabilnímu oblouku a odolnosti proti oddělování wolframových vměstků. Pro speciální použití, například menší průměry elektrod, nebo jejich delší životnost se leguje wolfram kovy vzácných zemin. Nejvhodnější legurou wolframových elektrod pro stejnosměrný proud o nízkých hodnotách je oxid ceričitý, který umožňuje výborné zapalování oblouku při nízkých proudech. Cerové elektrody se používají pro svařování stejných materiálů jako thoriové.
Barevné značení wolframových elektrod pro sváření, jejich použití a legování:
Teplota tání wolframu a legujících oxidů
|
Označení - barva |
Teplota tání |
|
W - zelená |
3 380 °C |
|
3 300 °C |
|
|
ZrO2 - bílá |
2 700 °C |
|
CeO2 - šedá |
2 600 °C |
|
2 300 °C |
Jak brousit wolframové elektrody
Wolframové elektrody se brousí do špičky. Tvar špičky - konce wolframové elektrody ovlivňuje podstatným způsobem průběh sváření i kvalitu sváru. Délka špičky wolframové elektrody má být cca 1 - 1,5 násobek průměru wolframové elektrody. Pro průměr elektrody 2,4 mm by tedy délka špičky wolframové elektrody měla být cca 2,4 - 3,6 mm.
Špička wolframové elektrody má být po broušení otupena tak, aby průměr otupení špičky byl cca 10% průměru wolframové elektrody. Elektroda průměr 2,4 mm by měla mít průměr otupení špičky cca 0,24 mm. Otupení špičky významně snižuje namáhání špičky a tím zřetelně prodlužuje životnost wolframové elektrody. Před broušením wolframové elektrody je vhodné zkontrolovat, aby konec elektrody nebyl nalomen, naříznut či jinak mechanicky poškozen.
Mezní pevnost zrna elektrody je totiž menší, než pevnost jednotlivých krystalů. Elektrody mají sklon uvolňovat se při mechanickém namáhání podél zrn. Vysoké zahřátí při svařování pak způsobí tvoření trhlin ve špičce.
Broušení elektrod by mělo probíhat s zvýšenou opatrností, aby se zabránilo poškození hranic zrn mechanickou silou. Brousit by se mělo jen lehkým tlakem, protože při velké tvorbě tepla vzniklého vysokým tlakem broušení může dojít rovněž k napětí v zrnech a tím poškození hranic zrn.
Wolframové elektrody se mají brousit podélně tak, aby vrypy po broušení byly rovnoběžně s podélnou osou elektrody. Při příčném broušení způsobují rýhy nestabilní oblouk a vylamování částeček wolframu, které se potom mohou dostat do svarové lázně. Dalším problémem příčného broušení může být, že bychom elektrodu i snadno zlomili. Wolframovou elektrodu je při broušení vhodné otáčet velmi pomalu.
.jpg)
.jpg)
Dalším důležitým bodem broušení je vystředění. Velmi záleží na tom, aby špička byla opravdu v ose elektrody. Při excentricitě vzniká nebezpečí nestabilního oblouku. Zejména při automatickém svařování pak vzniká nebezpečí, že ačkoliv je elektroda přesně fixována k materiálu úchytem elektrody, vadné vycentrování špičky způsobí, že svařovací energie není přivedena na požadované místo.

Neméně důležité je i dodržet úhel nabroušení wolframové elektrody. Spolu s průměrem elektrody má tento úhel rozhodující vliv na kvalitu svaru z důvodu tvaru oblouku. Oblouk je totiž zrcadlovým obrazem úhlu broušení. Ostrý úhel elektrody přenáší energii na malou plochu s velkým natavením. Tupý úhel elektrody přenáší stejný svařovací proud na velkou plochu s poměrně mělkým natavením. Jak již bylo uvedeno výše, platí, že délka špičky má být asi 1 - 1,5 násobek průměru. Z toho vyplývá úhel zbroušení. Je ale samozřejmě možné pro dané podmínky zvolit úhel jiný.
Je důležité, aby elektrody byly v pravidelných intervalech pečlivě přebrušovány a to už před jejich opotřebením. V žádném případě se nesmí čekat na to, až se kvalita svaru nebo zapalovací vlastnosti viditelně zhorší. Okamžité přebroušení je také nutné v případě dotyku elektrody s tavnou lázní.
Čím je vhodné wolframové elektrody brousit
Vždy je nutné používat brusný kotouč s co nejjemnějším zrnem, tedy nejvhodnější je diamantový kotouč. Korundové brusné kotouče vykazují vzhledem k jejich tvrdosti horší brusné výsledky. Čím je jemnější broušení, tím je vyšší životnost elektrody.
Nejlepšího nabroušení wolframových elektrod lze dosáhnout za použití speciálních brusek. Nejrozšířenějším typem jsou ruční brusky. Jsou vhodné na montážní práce, protože brusku wolframových elektrod lze snadno přenášet a bruska je tak vždy k dispozici.
Vzhledem ke zvyšujícím se požadavkům na bezpečnost práce na pracovištích, zejména s ohledem na zdravotní rizika, jsou velmi populární brusky se systémem broušení takzvaně za mokra. Tento způsob broušení je nejúčinnější ochranou před brusným prachem s příměsí thoria. Veškerý prach je jímán kapalinou v nádobce a tím se eliminuje riziko vdechování karcinogenního prachu. Další z předností je snížení nebezpečí oxidace elektrody.
Pořízení brusky wolframových elektrod je sice nákladnější investice, ale pro profi TIG svářeče se její nákup vyplatí.
Rychlá rekapitulace pravidel broušení wolframových elektrod
- Ruční broušení má většinou horší výsledky nabroušení elektrod nebo vyžaduje velké úsilí k dosažení perfektního výsledku. Nejlepších výsledků dosáhnete se specializovanou bruskou.
- Elektrody tedy dobře nabrousíte i brusným kotoučem, který by měl být co nejjemnější. Čím jemněji brousíte, pomalejším otáčením a s menším tlakem, tím lépe a životnost elektrody bude vyšší.
- Výsledek sváření a jeho kvalita jsou ovlivněny tvarem špičky elektrody. Ta by měla dosahovat 1 až 1,5 násobku průměru. Ostrá špička přenáší energii na malou plochu, příliš tupá zase na větší prostor.
- Špička by měla být vybroušená v ose elektrody.
- Zatížení špičky (a tedy i životnost elektrody) zvýšíte jejím otupením. Jeho průměr by měl být cca 10 % průměru elektrody.
- Elektrody bruste podélně k její ose. Příčné broušení může způsobit zlomení šičky už během této přípravy a příčné rýhy zapříčiní, že svářecí oblouk nebude stabilní.
- Pro všechny, kteří svařují pravidelně, je specializovaná bruska na wolframové elektrody nutností.
Video návody pro broušení wolframových elektrod
Video návod Jak nabrousit wolframovou elektrodu - anglicky
Video Čtyři způsoby broušení wolframových elektrod - anglicky
26.8.2020, Jan Škaloud - vedoucí svářecí techniky