Autogen má stále své místo, je univerzální
Ahoj svářečko / svářeči
Autogenní svařování nebo pro nás svařování plamenem, je jedna z nestarších „ novodobých” metod svařování. Prvním krokem byl vynález hořáku pro kyslíko-vodíkový plamen v roce 1801. Dalším krokem bylo objevení, popsání acetylenu v roce 1836 a jeho zavedení do technické praxe v roce 1860. V roce 1892 byl objeven průmyslový postup výroby karbidu vápníku, díky kterému se mohl zkonstruovat první vyvíječ acetylenu ke komerčním účelům. V roce 1901 byl vyvinut hořák pro svařování kyslík acetylen. 1913 byla vyvinuta první acetylenová tlaková lahev. Pánové Hare, Davy, Berthelot, Moissan, Picards, Avery a Fisher se zasloužili o vynález a rozšíření plamenného svařování do světa.
To bylo, nás však zajímá co je teď. V poslední době je plamenné svařování vytlačováno modernějšími metodami. Ano je pravdou že je jednodušší vzít 11 kg svářečku a 15 kg lahev nežli autogenní sadu lahví kyslík - acetylen nebo kyslík - propan, propan butan spolu s hadicemi 10 metrů a RV s hořáky. A je pravda, že TIGem se ti při určitém typu prací svařuje lépe. Jenže autogen se ne a ne vzdát a v některých oblastech je ještě nenahraditelný. Při čištění materiálu výpalem, řezáním silných materiálů, tam zatím moc náhrad není, když už, tak drahých a navíc se slabými výkony. Autogen je vlastně multifunkce 6 v 1, můžeš s ním 1) pájet 2) ohřívat 3) svářet 4) drážkovat 5) řezat 6) vypalovat (čistit) povrch. Výhodou je použití jedné sady hořáků ke čtyřem účelům a u řezacích hořáků minimálně ke třem. Pájení a řezání jsme probrali jinde, můžeš se kouknout v proklicích Dělení neboli řezání matriálu plamenem nebo Tvrdé a měkké pájení. Navíc svařování plamenem dokáže pomoci i svářečům, automechanikům s kardiostimulátorem, tato metoda jim umožní pokračovat ve své práci. Teď již jdeme na sváření plamenem.
Autogenní souprava
Sestava autogenní soupravy obsahuje:
- Tlakové lahve - Kyslík + Acetylen nebo kyslík Propan, Propan-Butan, Metan
- Redukční ventily - kyslíkový, acetylénový nebo propanový
- Pojistky proti zpětnému šlehnutí - jejich význam jsme si popsali v článku Pojistky proti zpětnému šlehnutí a suché předlohy
- Hadice - kyslíková, acetylenová nebo propanová
- Rukojeti
- Hořáky - svářecí nebo řezací
Vše toto by tam mnělo být a díky tomu je souprava i bezpečná. Nepodceňuj význam jednotlivých komponentů a vybavení, vždy jsou na soupravě kvůli nějakému důvodu. Starej se o ně a budou ti společně sloužit bezpečně a spolehlivě. Jakákoli nedbalost se zde projeví dosti rychle a někdy i nebezpečně.
Způsoby svařování
Svařovat můžeme dopředu i dozadu.
Dopředu - u této metody je drát s přídavným materiálem veden před plamenem ve směru svařování. Drát odkapává do lázně, hořák míří „před” tavnou lázeň. Takové svařování se používá u tenčích materiálů zhruba do 4 mm. Jde o to že se v takovém případě nepřehřívá tavná lázeň a svařený materiál chladne. Pokud však chladne příliš rychle může svár zkřehnout.
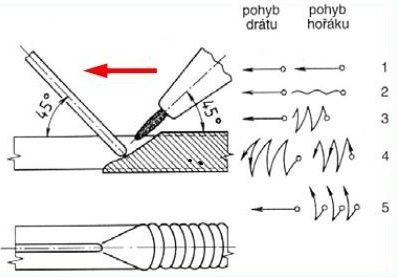
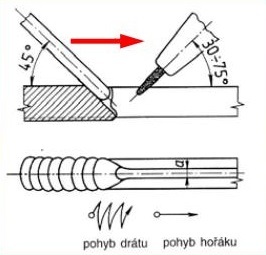
Dozadu - zde je drát s přídavným materiálem veden za plamenem ve směru svařování. Drát odkapává opět do lázně, hořák míří „do” tavné lázně. Tento způsob použiješ pro svařování materiálů nad 4 mm. Tavná lázeň je déle tekutá, svařenec nechladne tak rychle. Použiješ ho hlavně při sváření trubek.
Typy plamene
Je několik typů plamene podle složení plynů a podle jeho síly, rychlosti chceš li.
Chemické složení - pro acetylen - kyslík
Pro sváření se používá poměr Acetylen 1:1,1 Kyslík a od toho podle směsi se odvíjí název a vlastnosti plamene.
Neutrální plamen - Obě svářecí složky jsou rovné poměru 1:1,1 jsou vyrovnané. Svařovací kužel je středně dlouhý, ostře ohraničený s chvostem. Použij ho ke sváření běžných konstrukčních ocelí.

Redukční plamen - Svářecí složky jsou ve větším poměru než 1 : 1,1 je zde více acetylenu. Svařovací kužel je zahalený závojem z acetylenu bílé barvy. Tímto plamenem svaříš slitiny hliníku i hořčíku a použiješ ho při navařování tvrdých kovů. Nauhličuje svarovou lázeň.
Oxidační plamen - Svářecí složky jsou v menším poměru než 1 : 1,1, plamen obsahuje více kyslíku. Svařovací kužel je krátký a zabarvuje se do tmavě modra až fialova. Svaříš s ním mosaz a bronz.
Výstupní rychlost plamene
Plamen měkký - použiješ ho k tvrdému pájení, svařování nízko tavitelných kovů a slitin, legovaných ocelí. Plamen hoří jemně jen tak si ševelí, není moc hlučný. Je u něj zvýšené riziko zpětného šlehnutí.
Plamen střední - používáš ho k sváření běžných ocelí. Plamen je o stupínek ostřejší než měkký plamen, ozývá se, je hlučnější, ale stále poslušný, krásně syčí. Nehrozí u něj zpětné šlehnutí nebo alespoň ne v takovém počtu jako u měkkého.
Plamen ostrý - tomu se chceš vyhnout, tento typ plamene rozhání tavnou lázeň, negativně ovlivňuje kvalitu svaru a zvětšuje oblast zahřátí materiálu. Je výrazně hlučný, opravdu slyšíš jak na tebe řve, dokáže se odtrhnout od svářecí hubice, vznikne mezera mezi ním a hubicí.
Jak postupujeme při sváření?
Otevřeme lahve, nastavíme tlaky na redukčním ventilu kyslíku - acetylénu. Nasadíme si hořák dle tloušťky svařovaného materiálu. Jako první zapalujeme Acetylen (hořlavý plyn) pak postupně pomalu přidáváme podporu hoření - Kyslík. Plamen zvolíme podle materiálu například neutrální - střední pro sváření ocelí. Pak začneme nahřívat svařovaný materiál. Svařuješ li materiál s lemem většinou ani nepotřebuješ přídavný materiál svar vzniká tavením lemu do sebe. U ostatních svarů nebo pájení přídavný materiál bývá nutností. Postup je pak podobný, u ocelí svařovaný materiál nahřeješ až se začne tavit a začneš přikapávat přídavný materiál do svarové lázně. Ta má tvar vajíčka, které by jsi měl udržovat ve stejném tvaru a tekuté! U pájení se svařovaný materiál jen „předehřeje” do hnědočervena a začne se přidávat pájka mosazná nebo stříbrná. Stále postupuj vpřed plynule bez rychlých a prudkých skoků. Děláš-li všechno správně tavná lázeň za tebou jede, sune se jako láva a nepustí se tě. U dokončení svaru se jako u elektrody trošku vrátíš zpět. Když se ti během sváření zdá, že se přehřívá svařovaný materiál prostě oddal hořák od svařence. Při ukončení vypínáme první opět acetylen, pak kyslík na rukojeti, nakonec ventily na lahvích. Po ukončení práce na konci směny vždy při zavřených lahvích odtlakujeme systém otevřením kohoutů na rukojeti, pak povolíme RV.
| Nástavec číslo | Tloušťka materiálu v mm |
| 1 | 1 - 2 |
| 2 | 2 - 4 |
| 3 | 4 - 6 |
| 4 | 6 - 9 |
| 5 | 9 - 14 |
| 6 | 14 - 20 |
| 7 | 20 - 30 |
Nesmíš cpát špičku kužele plamene do tavné lázně! Kužel je ideálně 2 - 3 mm nad lázní! Jestliže budeš plamen cpát do tavné lázně bude docházet k přehřívání hořáku, může dojít k „prsknutí” a až ke zpětnému šlehnutí! To fakt nechceš! Nejenže to rozstříkne tavnou lázeň do širokého okolí což je nádherný efekt, jenže tebe to popálí, ještě to hodí krásný zvukový doprovod v podobě rány, ale pokud to opravdu šlehne zpět do hořáku, může dojít k zahoření hadic až k lahvím a hoření uvnitř acetylenové lahve!
Zpětné šlehnutí
Výše jsem zmínil zpětné šlehnutí plamene, protože je to opravdu nebezpečná věc probereme ji trošinku podrobněji. Předem upozorňuji nikoho nechci strašit a děsit, nicméně podcenění tohoto jevu při sváření dokáže opravdu způsobit výbuch.
Co to je?
Zpětné šlehnutí: je vniknutí svařovacího plamene zpět do hořáku. Ke zpětnému šlehnutí může dojít pokud cpeš hořák moc do tavné lázně, ten se tím přehřeje nebo se znečistí odletujícími kuličkami, spatně nastaveným hořákem (tlakem). Proto se hořák při některých druzích svařování ochlazuje ve vodě a nastavení správného tlaku plus neporušenosti hořáku věnujeme pozornost a pečlivě obojí hlídáme.
Průvodní jev: Když už k němu dojde, neboj opravdu to poznáš. Za prvé je doprovázeno ránou nebo ranami jako při výstřelu, za druhé dojde ke zhasnutí plynu. A zde POZOR pokud po zhasnutí plamene slyšíš hvízdavý zvuk, okamžitě, rychle, ale s chladnou hlavou, uzavři acetylénový ventil, kyslíkový ventil na rukojeti a hned po tom lahvové ventily ve stejném pořadí, takže první acetylen pak kyslík. Pokud totiž po zpětném šlehu hořák hvízdá, 100% ti hoří plamen uvnitř hořáku nebo hadic! Proto jako první zavři ventily na rukojeti aby se začal oheň dusit a pak lahvové ventily aby nedocházelo ke „krmení” plamenů uvnitř hadic, navíc zamezíš vniknutí do lahví.
Po zpětném šlehnutí je nutné, třeba hodinu, kontrolovat acetylenovou lahev, zda-li se nezahřívá. Jestli ano, ale stále na ni dokážeš udržet holou ruku OKAMŽITĚ ji odpoj od sestavy odvez z pracoviště, postav na volné prostranství a ochlazuj z bezpečné vzdálenosti. Do okruhu kolem lahve nesmí nikdo vstoupit! Ochlazovat se musí do doby dokud se zahřívá a i po tom se musí kontrolovat, popřípadě znovu ochlazovat. Při vracení dodavateli, ten musí vědět, že byla zahřátá!
Jestliže na lahvi neudržíš ruku, opakuj, pokud je to možné, postup výše uvedený a odstraň ji z pracoviště! Opět lahev umísti na volné prostranství a z bezpečného krytu ji ochlazuj. Místo kolem ní musí být vyklizené.
Nemůžeš li lahev odstranit z pracoviště a ani ji ochlazovat, okamžitě vykliď pracoviště v širokém okruhu a zavolej hasiče a policii, oznam jim co se stalo.
Právě pro to aby jsi tomuto v maximální míře zamezil, musí být každá autogenní souprava vybavena pojistkami proti zpětnému šlehu. Ty v 90% zabrání proniknutí plamene do lahví a jsou tvou pomůckou. Přesto vždy při zpětném šlehnutí dodrž postup pro uzavírání lahví a následnou kontrolu.
Ostatní plyny
Svařování plamenem neobsahuje jen kombinaci Acetylen - Kyslík. Může to být i Vodík + Kyslík. Nejrozšířenější je Acetylen + Kyslík pro svou schopnost dosáhnout vysokých teplot.
Pro zajímavost uvedu pár čísel týkajících se teplot:
- Acetylen + Kyslík teplota až 3200°C
- Vodík + Kyslík teplota až 2500°C
Samozřejmě nezapomeňme na Propan (Propan-Butan) a Metan. Ty se však ke sváření ocelí moc nehodí, nedosahují požadovaných teplot a pokud ano je z toho redukční plamen hodící se na letování mosazí a ne ke sváření ocelí. Proto se jimi nebudeme dále zabývat.
Ochranné pomůcky
Jako u každého sváření i zde je nutné mít ochranné pomůcky. Pro ty co ještě mají vlasy a i pro nás s řidším porostem je vhodná čepička, dále zástěra a kožené rukavice s manžetou, při profi sváření rozhodně rukávníky a nohavice neboli kamaše. Odletující kuličky, a že jsem jich pár za ty roky nasbíral, jsou pěkné potvory, které dokážou s obyčejnými montérkami zázraky. Nejednou mne hřálo na různých místech, kdy jsem pak byl nucený se oplácávat jako když dítě na písku otlouká bábovičku, protože mi ty montérky hořely! Tomu se dá zabránit nehořlavým nebo samozhášivým oblekem. No a nezapomeň ani na zrak. Autogen je mírnější a méně škodlivý pro svářeče. Znám borce co svářeli bez brýlí, ale pro to aby jsi dobře viděl co se děje s tavnou lázní a plamenem jsou svářecí brýle nutností. Tmavost je u nich standard 5, ale dělají se i světlejší a i tmavší skla od DIN 3 do 11. Číslo 5 je standard a asi nejpoužívanější.
Rada na konec
Mistra dělá praxe. Pokud chceš dosahovat dobrých výsledků musíš svářet, svařovat, zvarovať, prostě a jednoduše stále dokola jedno a to samé. Na kole jsi se taky naučil praxí. Tady je to stejné. Udělej si školu sváření a pak svařuj a svařuj a svařuj. Stejně ti nikdo nic jiného neřekne.
Mnoho úspěchů. Práci zdar a sváření zvlášť!
Zdeněk Horák - technik svářecí techniky