





























.jpg)






.jpg)









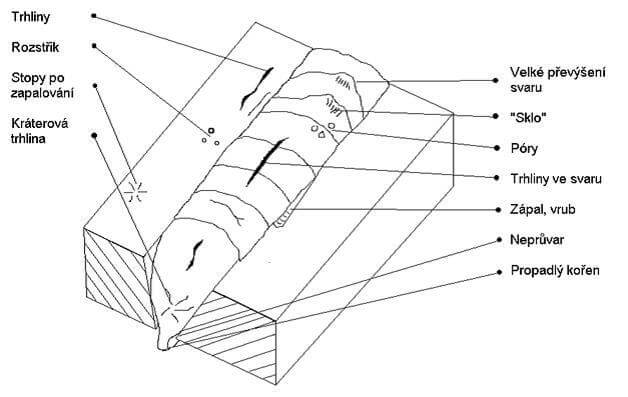
Vady ve svarech
Vady svarů. Proč vznikají, jaké jsou a jak jim předcházet.
Vady ve svarech je nutné považovat za velmi nebezpečné! Vada ve svaru totiž přímo ovlivňuje mez únavy materiálu a za určitých podmínek se tak stane průkopníkem lomu a deformace svařovaného materiálu. Vadou svaru se velmi obecně považuje každá nuance od požadovaných předpisů a norem od požadovaného výsledku.
Vady svaru mohou být zjevné / viditelné / povrchové - tedy vady ve svaru zjistitelné pouhým pohledem či jednoduchou pomůckou nebo zkouškou. Vady svaru mohou být také skryté / neviditelné / vnitřní - tyto vady svaru jsou typicky běžně nepostřehnutelné okem a zjišťují se zkouškou v laboratoři nebo nějakým speciálním přístrojem.
- Povrchové vady svaru jsou: trhliny studené spoje na svarové ploše, zápaly, neprovařený kořen či póry
- Vnitřní vady svaru jsou: plynové dutiny, bubliny, póry, vměstky a staženiny
Podle předpisů dělíme vady svarů na přípustné, nepřípustné, opravitelné či neopravitelné
Přípustné vady svaru - technické normy či podmínky použití svaru ( výrobku ) je dovolují a jejich odstranění není nutné.
Nepřípustné vady svaru - technické normy či podmínky použití svaru ( výrobku ) je nepovolují protože neodpovídají povoleným či tolerovaným hodnotám. Tyto vady dále dělíme na opravitelné a neopravitelné. Do další výroby či přímého používání již konečného výrobku můžeme pustit pouze takové svary s vadami, o kterých víme, že při nám známém použití a provozním zatížením absolutně neohrozí bezpečnost konstrukce a provozu výrobku. Neopravitelné jsou zcela jasné. Výrobek se musí vyřadit či zlikvidovat. Nelze ho použít.
U všech procesů sváření mohou vzniknout vady a většinou se týkají necelistvosti svaru. Vady ve svarových spojích a návarech rozdělujeme podle tvaru a místa výskytu.
Vady svaru podle tvaru
Bodové vady - mikropóry a malé sférické vměstky a silikáty
Plošné vady - trhliny, neprůvary a studené spoje
Objemové vady - plynové dutiny typu pórů, bublin, vměstkové typu strusky, tavidla, oxidace či kovu, staženinové typu mezidendrické a kráterové. Dále se jedná o vady svaru jako zápaly, vruby či rozměry ( hubený kořen svaru, krápníky, propadlý nebo naopak převýšený svár ) a vady typu nepravidelný povrch svaru.
Vady ve svaru podle její polohy
Povrchové vady svaru - trhliny a studené spoje na svarové ploše, zápaly, póry či neprovařená kořen svaru
Vnitřní vady - plynové dutiny, bubliny, póry, vměstky a staženiny
Jednotlivé typy vad svaru a příčiny jejich vzniku
Trhliny ve svarech
- studené - vznikají hlavně díky chemickému složení základního materiálu ( vysoký obsah uhlíku, manganu či jiných legur ) nebo kvůli vysokému obsahu síry. Vznikají typicky při teplotách 800 až 900 ºC.
- horké - vznikají působením vodíku a u ocelí s vyšším obsahem uhlíku či jiných legur. Typicky vznikají po zakončení sváření při teplotách pod 3000 ºC.
- žíhací - vznikají z důvodu velkého teplotního rozdílu mezi povrchem a středem svaru do teplot 300 ºC. U ocelí na bázi chromu a vanadu pak vznikají v oblasti žíhacích teplot v teplotě mezi 500 až 600 ºC.
- lamelární - vznikají jak v základním materiálu tak i v tepelně ovlivněné oblasti materiálu a především za vysokých teplot. Šířit se mohou ale i za studena.
- kráterové - vznikají především při rychlém či náhlém ukončení sváření. Vznikají v dutině kráteru a jsou způsobeny smršťováním kovu při jeho tuhnutí.

Neprůvary
Vznikají nedostatečným natavením základního materiálu nebo předešlých housenek / svarů. Velmi často vznikají při MIG/MAG svářením zkratem. Hlavním důvodem je vysoká svařovací rychlost, nízký svářecí proud, nevhodná příprava svařovaného materiálu, předběhnutí svarové lázně, příliš vysoká housenka. U metody MMA je příčinou velký průměr obalené elektrody.
Studený spoj
Vznikne špatným spojením roztaveného svarového kovu se základním materiálem nebo původní housenkou. Důvodem je nízký svářecí proud, vysoká rychlost sváření, nevhodný - malý průměr obalené elektrody nebo nesprávné vedení elektrody.
Póry a bubliny
Vznikají většinou v důsledku špatného příslušenství pro sváření. Zejména vlhkosti v ochranném plynu nebo vysušenou elektrodou. Jedná se o kulovité či protáhlé dutiny vyplněné plynem. Mezi další příčiny jejich vzniku patří ale i nečistoty na svarových hranách, příliš dlouhý oblouk, vysoká rychlost sváření a rychlé tuhnutí svarové lázně v důsledku rychlosti svařování nebo nízkého proudu.

Vměstky
Vznikají především nedokonalým odstraněním svarové strusky z předešlého svaru nebo když lázeň předbíhá oblouk. Vznikají i oxidické vměstky, zejména u hliníku či hořčíku, který mají vysoký bod tání. Kovové vměstky, především wolframové, vznikají v důsledku vysokých proudů, dotyku elektrody s tavnou lázní nebo přerušením plynové ochrany.
Zápaly
Vznikají velkým svářecím proudem, dlouhým obloukem, nevhodným průměrem elektrody či jejím vedením. Jedná se o natavená prohloubení po okraji svarové housenky a základního materiálu.
Přípustné vady ve svarech
Přípustné vady ve svarech jsou určeny jejich velikostí, druhem a množstvím v přímé závislosti na svaru a samotném výrobku a jeho konstrukci a požadovaném namáhání. Hodnotí se:
- geometrie konstrukce
- stav napjatosti
- typ, orientace a velikost vady
- mechanické vlastnosti svarového spoje ( mez kluzu, vrubová houževnatost, korozní, únavové ale i jiné vlastnosti )
- prostředí svaru, ve kterém bude - teplota a charakter namáhání
V hodnocení přípustnosti se vychází z vhodnosti svaru pro daný účel. Nejnebezpečnější vadou jsou trhliny. Přípustnost vad ve svaru navrhuje konstruktér a ovlivňuje technolog, který navrhuje a ovlivňuje samotnou výrobu. Vady rozdělujeme z pohledu přípustnosti do stupňů jakosti B, C a D. Určení stupně jakosti provádí pracovník nedestruktivní kontroly svaru dle normy ČSN EN ISO 5817.


Samostmívací svářecí kukla Savage A50 LUX je následovnicí a vychází z řady kukel Sentinel A60 od výrobce ESAB. Profesionální svářečská kukla pro každého profi, ale i hobby...

Ruční řezací plazmový stroj od firmy PANTERMAX, CUT 50 LCD ve výhodném setu s kompresorem. Mašinka invertorového typu, řízená mikroprocesorem s přehledným LCD displejem.

Invertorový svářecí zdroj, který za to opravdu stojí ✅. Profi mašina na sváření obalenou elektrodou a LiftTigem. Německá kvalita vyráběná zlatýma ručičkama ✅ v České Republice....

Samostmívací, univerzální, kvalitní ✅ svářecí kukla Savage A41 od světového výrobce ESAB. Výborný pomocník pro jakékoli ✅ svářecí práce. Nízká hmotnost, slušná...

Svářecí, samozatmívací, kukla Speedglas 100V od světového ✅ výrobce 3M. Kvalitní ✅ zpracování a výtečná ochrana je klasika a hlavní přednosti výrobce Speedglas. Je...

Nejmodernější svařovací zdroj invertorové technologie na podvozku s kolečky a LCD displejem pro nastavování parametrů. Hlavní výhodou této svářečky je možnost svářet pulzem ✅ a...
