Svářecí drát poměděný nebo nepoměděný pro CO2 - MIG/MAG sváření?
Toť otázka za bludišťáka. Odpověď není jednoduchá a jednoznačná. Níže si ale ukážeme důvody, výhody, nevýhody a další věci a důvody, proč, kdy a při jakém sváření použít jaký, poměděný či nepoměděný, svařovací drát.
Poměděný svářecí drát ( G3Si1 a G4Si1 ( SG2 a SG3 ) )
Pro svařování jemnozrnných ocelí s minimální mezí kluzu do 420 MPa a nelegovaných konstrukčních ocelí s pevností až do 530 MPa v ochranných atmosférách směsných plynů Ar s CO2 do 20% nebo v čistém CO2 .
Výhody: vyšší kluznost drátu v bowdenu hořáku, lepší odolnost proti korozi ale proto, tam měď není, hlavním účelem mědi je snížení přechodového odporu při průchodu svářecího drátu průvlakem, cenově levnější než nepoměděný, stabilní oblouk, minimální rozstřik, vysoký výkon a bezproblémový posuv – vhodný pro většinu svářecích prací
Nevýhody: znečišťování bowdenu hořáku drobným otěrem mědi, malé množství mědi, které pronikne do svaru a svarového kovu ( množství je však zanedbatelné ), větší rozstřik a čištění svarů
Použití: většinou při ručním svařování
Pro sváření materiálů: P 235/S 235 až P420/S 420 a jiné
Pro polohy sváření: 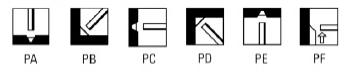

Nepoměděný ( lesklý ) svářecí drát ( Autrod, Aristorod, Speed Road )
Svářecí drát pro sváření jemnozrnných ocelí s minimální mezí kluzu do 420 MPa a nelegovaných konstrukčních ocelí s pevností až do 530 MPa v ochranných atmosférách směsných plynů Ar s CO2 nebo v čistém CO2 . Určený pro vysokorychlostní svařování = vysoké podávací rychlosti drátu a vysoké svářecí proudy.
Výhody: neobsahuje měď jako negativní prvek přidávaný do svaru oceli, ochranu proti korozi má pomocí bezbarvé vodivé barvy, stabilní oblouk a to i při vysokých proudech, minimální rozstřik, vysoký výkon, bezproblémový posuv
Nevýhody: cenově dražší než poměděný,
Použití: většinou při sváření robotem, použití i při ručním svařování kde je nutné dosáhnout naprosté čistoty přídavného materiálu a svaru, vhodný pro větší svářecí proudy, pro sprchový proces, pro aplikace s důrazem na minimalizaci časů při čištění svarů a ekologii
Pro sváření materiálů: P 235/S 235 až P355/S 355 a jiné
Pro polohy sváření:

6.3.2023, Jan Škaloud - vedoucí svářecí techniky