Jak připravit materiál na sváření?
Pro kvalitní svár je nutné, svařovaný materiál dobře připravit na svařování ✅. Zjednodušeně odstranit vady. Zbavit svarové plochy nečistot, mastnoty, barvy, rzi a připravit správný tvar pro zamýšlený typ svaru. Příprava materiálu je základ úspěchu. Většinou trvá samotná příprava materiálu delší dobu než samotné sváření.
Zamýšlené svařované plochy musí před samotným svařováním splňovat určité zásady.

Odstranění určitých vad materiálu před svářením:
- Mastnota - odstranit pomocí technického benzínu, čističe brzdy nebo obdobným přípravkem
- Voda a vlhkost - odstranit typicky hadrem a tlakovým vzduchem
- Koroze - odstranit typicky odrezovačem a následně ocelovým kartáčem
- Povrchový nátěr - odstranit typicky broušením pomocí brusného kotouče či papíru, tryskáním,
- Hrany a povrchy svarových ploch - musí být bez trhlin, vrubů či jiných podobných vad a připraveny pro zamýšlený typ svaru, který udává mezinárodní normě ČSN EN 29692 a výkresová dokumentace. Typicky se tyto vady odstraní broušením, pilováním, frézování, řezáním, soustružením či obdobnou technologii ať už strojně nebo ručně.
Příprava hran pro sváření
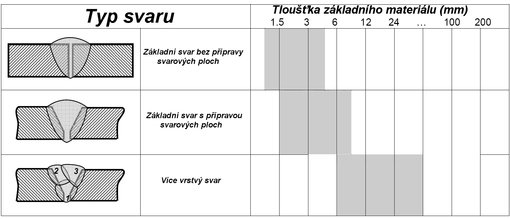
Úprava svarových ploch - hran pro svar závisí především na tloušťce svářeného materiálu.
- Do 5 mm tloušťky svařovaného materiálu - stačí mít kolmý tvar. K dokonalému natavení tenkého svařovaného materiálu stačí k sobě díly slícovat s mezerou.
- Nad 5 mm tloušťky svařovaného materiálu - nutné svarové plochy rozevřít, aby se pro dokonalé natavení stala přístupná kořenová část svaru a vznikl i určitý prostor k manipulaci s přídavným materiálem. Hrana úkosu v kořenové části svaru nesmí zůstat ostrá, protože v ostré hraně by se svařovaný materiál přehříval. Vytvoří se tak odpovídající otupení. Při vyšších tloušťkách materiálu se přidává ještě vrstvení svarů.
Významnou informací je i to, zda-li je svařovaný materiál přístupný z obou stran nebo pouze z jedné. Jednostranný svar vyžaduje pro spolehlivé provaření kořene svaru kvalitnější přípravu svarové mezery a otupení hran ale vyžaduje i větší dovednost samotného svářeče. Pokud je kořenová hrana přístupná i z druhé strany, má to svářeč jednodušší. Kořen svaru může vydrážkovat, vysekat, vybrousit a vypodložit.
Pokud je svařovaný spoj přístupný z obou stran, je možné použít i oboustranný svar. Tím je pak téměř poloviční množství svarového kovu, spotřeba energie i čas svářeče na zavaření. V tomto případě budou i pozitivnější vlivy deformace, které bude možné eliminovat střídáním stran sváření z jedné a následně druhé strany. Tyto typické vlastnosti jednoznačně říkají, že je vhodnější použít oboustranný svár i když příprava materiálu na něj bude náročnější a pracnější než u jednostranného svaru.
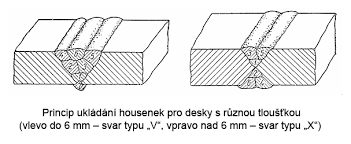
Porovnání úspor přídavného materiálu, času a energie s vyšší pracností přípravy svarové plochy a svařovaného materiálu jsou rozhodující odpovědi na to, od které tloušťky materiálu opustit tvar svaru V a použít svar tvaru U. Vedle tupých svarů, které jsme uvažovali, existují i další svary, jako svary koutové a děrované. Kvalitní tupý svar však představuje kvalitní spoj, který při zatížení má nejpříznivější průběh napětí. Je to spoj, kde je nejlépe využit základní vlastní materiál.
Svaru zdar!
mrknout do obchodu svářecí techniky

14.11.2022, Jan Škaloud - vedoucí svářecí techniky