Jak přivařím otěru vzdorný plech?
Koupil/a jsi si otěruvzdorný díl, plech (Hardox) a nevíš jak ho přivařit?
Ahoj svářečko / svářeči
Nedávno mi volal zákazník a chtěl vědět, jak přivaří otěru vzdorný plech ke korbě. No a já si uvědomil, že na toto téma nemáme zhola nic. Juknem na to a jak je zvykem nebudeme to moc natahovat, čas svářeče je drahý!
Použití
Otěru vzdorných věciček se vyrábí celá řada s různými způsoby využití. Od podlah návěsů a přívěsů, přes plazy a břity lžic bagrů a buldozerů, po díly na pluhy a drtiče v zemědělství. To jsem ještě hodně způsobů využití vynechal.
Druhy
První sorta je složena z vrstev a to tvrdokov nalepený, lépe řečeno pájený na obyčejném materiálu nebo vyrobený speciálním postupem, ale výsledkem je vždy sendvič z tvrdého kovu a obyčejného základu. Zde je to jasné použijeme prostě a jednoduše elektrody bazické či rutilové normy AWS E7018 nebo E6013, běžný drát MIG i trubičkový. Pak pokud to vyžaduje situace, navaříme na základní housenku housenku z tvrdého kovu. Avšak jsou zde ještě jiná úskalí, které si popíšeme níže abych se neopakoval.
Druhá sorta jsou otěruvzdorné plechy (např.Hardox, na ten máme nejčastější dotazy) které jsou vyrobeny jako celek. Tyto plechy se kupodivu svaří opět „obyčejnými“ elektrodami, avšak je potřeba vybrat ty s nízkým obsahem vodíku a pokud možno bez legujících prvků. Zde už je to složitější a je nutno dodržet určité zásady.
Zásady při sváření otěruvzdorných plechů
✅Čistota prostředí.
Tak jako u každého sváření i zde je vyžadována čistota v okolí svaru. Veškeré nečistoty, maziva musí pryč.
✅Teploty předehřevu a interpass.
Ty jsou závislé na síle plechu a jeho kvalitě, kvalitě přídavného materiálu. Zde platí: pokud svařuješ různě silné materiály stejné kvality, teplotu předehřevu dodržíš podle toho silnějšího. Jestli jsou to různě kvalitní plechy řídíš se podle toho, který z nich potřebuje nejvyšší teplotu. Interpass teplotu mají níže uvedené stejnou a to 225°C.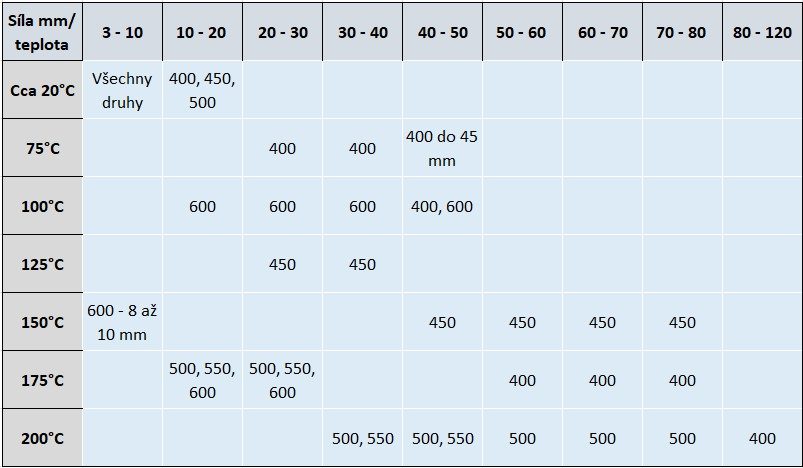 ✅ Tepelný příkon
✅ Tepelný příkon
Jeho důležitost je ve vztahu kvality vzniklého spoje. Čím nižší příkon, tím kvalitnější výsledek svařovaného spoje. Spoj bude houževnatější, pevnější, se sníženou deformací. U první sorty pokud to přeženeš s teplotou, je tu nebezpečí odpájení přídavných tvrdokovových plátků. Proto svářej s rozvahou a netlač na pilu!
✅Vodík ve svaru
Je nutné ho minimalizovat právě správným předehřevem a zvoleným přídavným materiálem.
✅Přídavný materiál
Ukážeme si jen pro druhou sortu, u první už ho známe. Zde to není tak jednoduché, podle druhu je potřeba zvolit správný přídavný materiál s minimálním obsahem vodíku a to méně nebo rovno 5 ml vodíku na 100g svarového kovu. Všeobecně lze použít nerezavějící, nelegované nebo nízkolegované přídavné materiály. Uvedu tu pouze určitý výřez z těchto materiálů.

Můžeš použít i nerezové přídavné materiály.

Jak si si všiml/a uvádím nekompletní čísla norem. To není moje nedbalost, ale stačí dodržet co je psáno v prvních pár znacích.
✅ Tvrdokovový návar
Ano i ten lze provést jako krycí vrstvu základní housenky nebo otěruvzdorného plechu. Opět dodržte doporučení pro svařování těchto plechů a vždy použijte mezivrstvu (přechodovou vrstvu) mezi plechem a tvrdokovovým návarem, nejlépe z materiálů norem AWS 307 a AWS 309.
✅ Plyn pro svařování
U MAG se nejčastěji se používá směsný plyn Ar + CO2 v různých kombinacích, ale s minimálním obsahem 8 a maximálním 25% CO2. Ten se použije pro většinu aplikací přídavných materiálů MAG. TIG potřebuje čistý Argon. Samozřejmě průtok musíš přizpůsobit dané situaci.
Závěrem
Jak jsem psal, uvádím zde jen výřez z této problematiky, protože toto téma je určitě širší. Vždy dodržujte rady a doporučení výrobců otěruvzdorných plechů a tvrdokovů. Oni nejlépe vědí co sedí jejich výrobkům. Já jen mohu doufat, že jsem ti trošku rozšířil obzory a už se nebudeš bát používat tyto materiály. Z mé zkušenosti, vím kolik peněz i přes vyšší nákup dokáží tyto výrobky ušetřit. Ono když musíte nějaký díl, v mém případě to byly plazy, měnit 4x do měsíce nebo 1x za dva je to rozdíl!
Mnoho úspěchů! Práci zdar a sváření zvlášť !
26.2.2026 Zdeněk Horák - technik svářecí techniky